8
8
當前位置:南京科亞化工成套裝備有限公司>>擠出機組>>HKY/SKY系列雙階擠出造粒機組>> HKY/SKY系列工業同向雙階擠出機

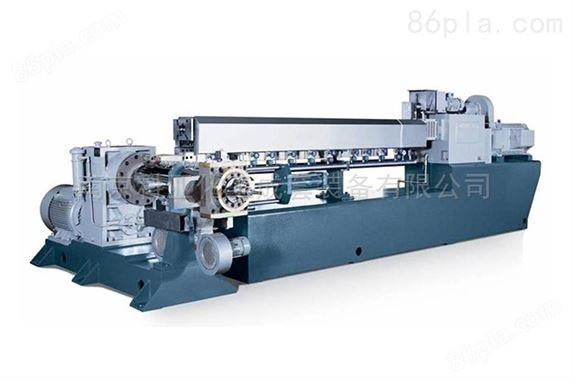

工業同向雙階擠出機特點:
1、本生產線集混煉、輸送、喂料、擠出造料,風送熱切冷卻于一體,實現自動化連續作定,生產效率高,塑化、混煉效果好。結構緊湊,占地及空間小,可以平面安裝。
2、生產過程進行分段閉環溫度控制,密煉、喂料、擠出機等有各自加熱、冷卻系統,根據工藝要求控制各自溫度。
3、喂料機構采用螺旋槳雙挽式,吃料能力強。特別適用于直接經密煉機混煉的團狀物料擠出造料。
4、機筒螺桿均采用38CrMOALA 優質合金鋼,經氮化處理,硬度高,耐磨耐腐蝕.
5、機頭采用手動換網或迅速不停機自動換網機構,提高生產效率。
日常維護:
1、雙螺桿擠出機在使用一段時間之后要做一次全面的檢查,檢查所有螺釘的松緊情況。
2、若遇生產中斷電,主傳動和加熱停止,當恢復供電時,必須將料筒各段重新加熱到規定的溫度并保溫一段時間后方能開動擠出機。
3、使用500小時后,減速箱中會有齒輪磨下來的鐵屑或其它雜質,所以,應清洗齒輪同時更換減速箱潤滑油。
4、如發現儀表、指針的轉向滿度,應檢查熱電偶等邊線的接觸是否良好。
5、物料內不允許有雜物,嚴禁金屬和砂石等堅硬物進入料斗和擠出機。
6、打開料筒蓋或抽氣蓋時,嚴防有異物落入主機。
7、要有足夠的預熱升溫時間,開車前手動盤車應輕快。一般達到工藝設定溫度后應恒溫2小時。
8、螺桿只允許在低速下啟動,空轉時間不超過3分鐘。
工業同向雙階擠出機正確操作:
1、預熱升溫:將總電源開關及各段電加熱器電源開關合上,按工藝對各加熱區(120度左右)進行參數設定,開始升溫。
2、各段加熱溫度達到設定值后,繼續恒溫30~45分鐘,(因為從筒體傳溫到螺桿需要一個過程,所以,還是需要較長的時間)同時進一步檢驗各段溫控儀表和電磁閥工作的準確性。
3、用手盤動彈性聯軸器,確定正常,雙螺桿芯軸與傳動箱的鏈接金屬套要檢查是否已經往傳動箱方向滑動。如果滑過太多,很可能在高扭矩情況下,損壞芯軸根部的嚙合端,一般針對部分國產雙螺桿廠家。可準備啟動主電機,閉合電源開關、輔助電源開關及啟動按鈕,進行主機轉速設定,逐漸升高主螺桿轉速,空轉轉速不高于40r/min,時間不超過兩分鐘。
4、主機空轉若無異常,可按下喂料機啟動按鈕,調整喂料轉速設定,以盡量低的轉速開始喂料。待機頭有物料排出后再緩慢地升高喂料螺桿轉速和主螺桿轉速,使喂料機與主機轉速相匹配,調節時隨時密切注意主機電流指示,使主機電流不超過額定電流,同時注意機組運轉情況,若有異常,應及時停車處理。
5、為避免物料高剪切混煉過熱,各段筒體配有軟水循環冷卻系統。開車啟動階段,冷卻系統不需開,運轉后,觀察主機各段溫升,視情況決定冷卻系統的使用。